Наша компания официальный представитель четырех заводов и имеет центральный склад инженерных систем в Москве.

















































Инструкция по монтажу трубопроводных систем aquatherm и распространенные ошибки
Отправить запрос
На практике около 99 % протечек труб вызвано неквалифицированным монтажом, ошибками при проектировании, установке, обслуживании трубопроводов, что является не гарантийными случаями. Наша компания организовала широкую техническую поддержку, создала подробный технический регламент обучения монтажу труб aquatherm.
 Наши сотрудники производят шефмонтаж на объектах, регулярно проводят встречи, семинары, обучающие уроки для монтажников. Но, тем не менее, часто требования производителя игнорируются, технология монтажа нарушается, результатом чего становится низкокачественная установка качественных труб и фитингов.
Наши сотрудники производят шефмонтаж на объектах, регулярно проводят встречи, семинары, обучающие уроки для монтажников. Но, тем не менее, часто требования производителя игнорируются, технология монтажа нарушается, результатом чего становится низкокачественная установка качественных труб и фитингов.
Мы решили собрать наиболее распространенные ошибки и тезисно указать на возможные последствия и напомнить правила прокладки пластиковых труб.
На практике около 99 % протечек труб вызвано неквалифицированным монтажом, ошибками при проектировании, установке, обслуживании трубопроводов, что является не гарантийными случаями. Наша компания организовала широкую техническую поддержку, создала подробный технический регламент обучения монтажу труб aquatherm.
Наши сотрудники производят шефмонтаж на объектах, регулярно проводят встречи, семинары, обучающие уроки для монтажников. Но, тем не менее, часто требования производителя игнорируются, технология монтажа нарушается, результатом чего становится низкокачественная установка качественных труб и фитингов.Мы решили собрать наиболее распространенные ошибки и тезисно указать на возможные последствия и напомнить правила прокладки пластиковых труб.
{kind=link}
Содержание
Инструкция и распространенные ошибки монтажа
Обращение с материалами на строительной площадке
Правильное обращение

НЕ правильное обращение

Ручная резка труб
- Это рекомендуемые методы резки, но вы можете использовать любой метод, который не повредит трубу.
- Разрезы должны быть под прямым углом (отклонение не более 5°) и без зазубрин.
- После каждого реза проверяйте внутреннюю и внешнюю стенку трубы на наличие трещин.


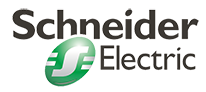
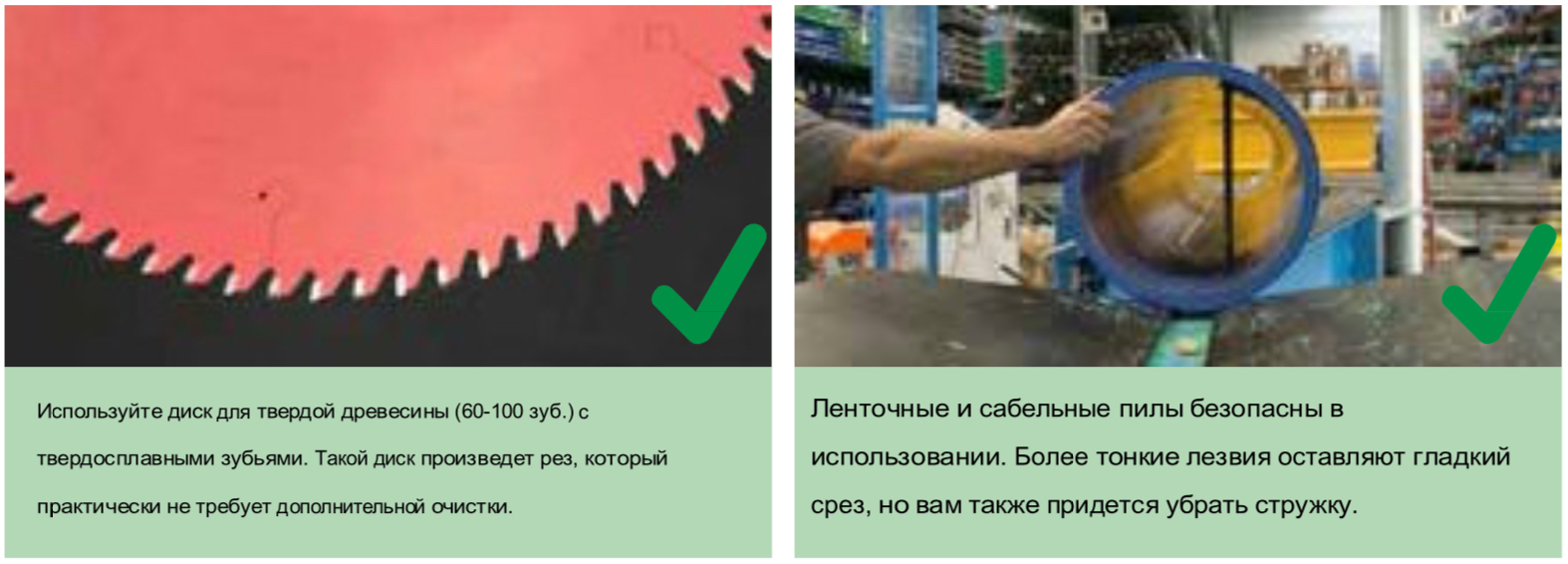
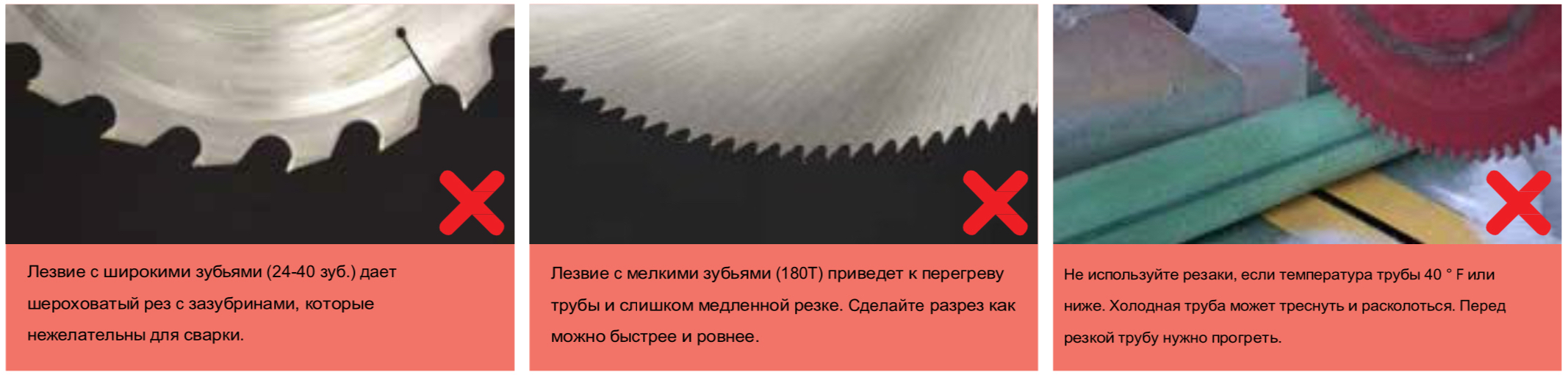
Резка труб большого диаметра
При использовании механических пил лучше всего подходят полотна, предназначенные для твердых пород древесины. Избегайте резов с зазубринами или под углом, так как они требуют дополнительной подготовки к плавке.
Осмотр и очистка среза

Правила безопасности
По сравнению с открытым огнем или токсичным клеем, сварочный аппарат довольно безопасен в использовании. Однако он достаточно горячий, и может обжечь при контакте, он также остается горячим в течение 30 минут после отключения от сети. Никогда не используйте воду для охлаждения насадок или нагревательной плиты.



Сборка инструмента

Маркировка трубы

Муфтовое соединение фитингов
Индивидуальная по диаметрам насадка нагревает внешнюю часть трубы и соединяет ее с внутренней частью фитинга. Это создает большую поверхность соединения без щелей и пространства для течей. Зона сварки на трубе и муфте должна быть чистой и свободной от загрязнений и влаги во время сварки. Для правильного соединения необходимо использовать сварочные насадки соответствующего размера. Их можно купить у сертифицированных производителей инструментов.
Время нагрева начинается, когда труба и фитинг полностью вставлены в сварочную насадку.
* Обычно у вас будет 5-10 секунд, чтобы приступить к соединению после того, как вы удалите трубу и фитинг из насадки. Время меняется, в зависимости от размеров трубы и условий окружающей среды. Слишком долгое ожидание охладит поверхность трубы и сварка станет невозможной.



Как избежать ошибки соединения

Монтаж вварных седел
Просверливая отверстие для сварки, помните о двух важных вещах: расточные инструменты aquatherm имеют правильный размер и предназначены для удаления всей стружки. В расточных инструментах используется ручное сверло с патроном 1/2 дюйма. Важно добиться получения отверстия правильного размера. Отверстие слишком большого размера приведет к неполному плавлению и повлечет за собой протечки. Отверстие меньшего размера затруднит вставку сварочной головки и может создавать внутренний бортик большего размера, уменьшающий поток.
- Обязательно удалите материал из отверстия, чтобы он не забивал основную магистраль.
- Отверстие должно быть на 1⁄24 в. - 1⁄8 дюйма (1-3 мм) меньше наружного диаметра ответвления.



Ремонт


Электромуфтовая сварка
Черный индикатор в верхней части фитинга загорится после того, как соединение будет нагрето. Все гнезда для электросварки рассчитаны на давление 300 фунтов на квадратный дюйм.



Инструкции по стыковой сварке
Обслуживание должно выполняться только обученным персоналом, производителем или авторизованным дилером. Долив гидравлического масла производится только в соответствии со спецификациями производителя. Убедитесь, что ваш блок питания полностью совместим с машиной, которую вы используете.
Убедитесь, что ваше оборудование может работать в условиях отрицательного сопротивления. Некоторое оборудование может не поддерживать работу в режиме отрицательного сопротивления. Обязательно следуйте инструкциям производителя оборудования при работе с отрицательным сопротивлением.
Фаза нагрева требует минимального давления. Некоторые машины блокируются на месте, 1 когда требуется только усилие сопротивления. Другим требуется небольшое положительное давление, чтобы удерживать их на месте, но не более 10% давления машины. Чрезмерное давление во время фазы нагрева может создать заужение в трубе.








Сокращение времени охлаждения
Стыковая сварка должна охладиться под давлением, чтобы обеспечить надежное соединение. Время охлаждения стыковых соединений может быть сокращено, если соединение поддерживается должным образом и не подвергается никаким нагрузкам в течение оставшегося времени охлаждения. Например, при 21 °С время охлаждения трубы SDR 11 диаметром 15 см. может быть сокращено с 14 минут до 9 мин., если место сварки не подвергается никаким нагрузкам в течение оставшихся 5 минут.
На следующих изображениях показана правильная и неправильная опора трубы.

Сварка разных SDR
Чтобы соединить трубы с разными SDR, вам необходимо соблюсти следующие правила:
- Используйте время нагрева от нижнего SDR (более толстая стенка) трубы или фитинга
- Используйте давление трубы или фитинга с более высоким SDR (более тонкими стенками).
- Используйте среднюю высоту буртика двух труб.
Внешний бортик должен выглядеть нормально. Внутренний шов может выглядеть кривым, но это не является дефектом. Система будет иметь номинальное давление материала с наивысшей SDR (самой тонкой стенкой), вплавленного в секцию. Следует избегать смешивания разных SDR, и монтировать трубы таким способом, только если это неизбежно. Никогда не следует пытаться стыковать трубы с другим внешним диаметром.
Внутреннее выравнивание
Из-за силы тяжести и физики экструзии большие трубы имеют тенденцию быть немного толще внизу, чем вверху. Однако толщина верха всегда будет не меньше толщины серийного SDR, поэтому не нужно беспокоиться о номинальных значениях давления и температуры. Этой разницы недостаточно, чтобы вызвать проблемы с расчетами расхода или потребовать изменения давления плавления.
Единственная проблема – эстетика сварки: внутренняя кромка будет деформирована, если более тонкий верх соединить с более толстым низом. Чтобы избежать этой проблемы, выровняйте верхнюю и нижнюю части трубы перед их сваркой. Самый простой способ выровнять трубы – воспользоваться маркировкой или этикеткой сбоку, так как этикетка всегда находится в одном и том же положении относительно верха трубы. Выравнивание этикеток поможет устранить внутреннее несоответствие. Если выравнивание этикеток не решает проблему, руководствуйтесь целесообразностью при выравнивании труб. Проблема не затрагивает наружную стенку трубы, которая всегда будет однородной.